


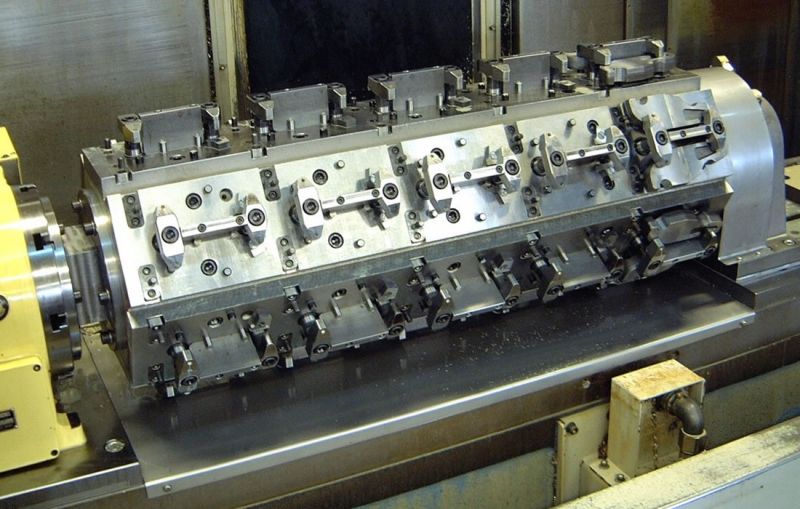
Multiple rotary clamping fixture
Components in this application:
Threaded body cylinders
(Product information)

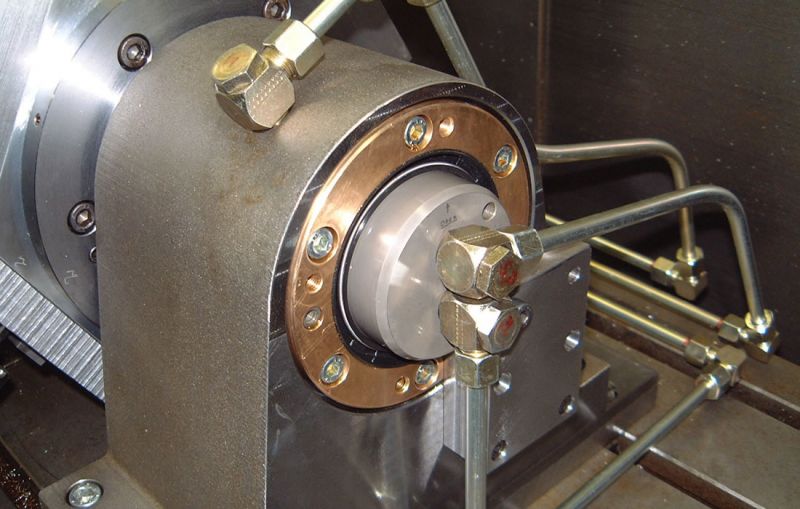
Rotary valve coupling
(Product information)

Application example

Cost pressure, time pressure, flexbility, quality standards, reduction in non-productive time, set-up time, all catchwords with which a
production company is confronted in everyday operations and terms that formulate objectives. In this case a high number of items were to be machined annually, in production batches of 60 in one clamping. The most useful clamping solution was a multible rotary clamping fixture, which permits both multilateral machining of the workpieces and multiple clamping. This solution was substantially determined by the use of the existing machine tools with a vertical spindle.
HYDROKOMP was commissioned as a manufacturer of hydraulic clamping elements to design this device. For this purpose a clamping concept was developed in advance, together with production planning. A rotary valve coupling is installed in the counter bearing, so that only the upwardly facing side of the fixture can ever be clamped or unclamped.
Advantages of many types are offered by this design principle. Using normal rotary couplings, it would be necessary to employ a six-way rotary coupling. This requires more space and generates more kinetic torque as a result of the necessary seals. There are additional costs because each connection plane must be fed by means of a hydraulic distribution valve including electrical control unit. This makes it possible to provide five sides of the fixture with constant pressure and to clamp and unclamp hydraulically only the sixth side facing upwards.
The individual clamping nests are designed in such a way that a total of three different workpieces of a parts family can be clamped.
It is merely necessary to turn the lateral stop through 180°. All other positioning and clamping points remain in place. The bar fitted between the two clamps is to prevent the clamps from twisting. For the optimum transfer of clamping force there are hardened balls fitted in the clamping tips of the clamps, which press into the workpieces and thus create a positive fit.
threaded body cylinders
The lower support points are level. The threaded body cylinders are designed as single-acting pull cylinders with spring reset and are built into the base unit. All HYDROKOMP cylinders have two wiper elements on the connecting rod side. In addition to the soft wiper ring there is a metal wiper ring fitted, which wipes off even the smallest pieces of swarf. The supply of hydraulic oil takes place inside the fixture, via drilled oil channels only. As the overall length is 880 mm, oil channels 5 mm in diameter have been inserted from both sides. The aim of this design variation is for the entire device to be universally applicable by exchanging the top, workpiece-specific fixture plate.
There is a small pump unit acting as a pressure generator, with two single-acting clamping circuits, with one of the clamping circuits being equipped with a pressure reducing stage, which limits the operating pressure for clamping the counter bearing to 60 bar.
The control units of the machine tool, of the NC divider and of the hydraulic unit are thus linked together in such a way that mutual
enquiries take place before the next step of the programme takes place. In this way all the safety regulations that are necessary for
sustained and responsible operation are met.
To sum up, it can be said that hydraulic rotary clamping fixtures offer tremendous economic benefits for the machining of work-elements in mass production. The hydraulic clamping elements guarantee consistent and secure clamping. Some advantages:
- multilateral machining of the workpieces
- reduced tool-changeover times
- reduced workpiece-changeover times
- high clamping security and clamping quality
- increased machine running time
Downloads:




